 (+52) 81 8327 1238
(+52) 81 8327 1238





Junto con las propiedades dimensionales y mecánicas correctas, los procesadores saben que las buenas propiedades de color se encuentran entre los principales factores en la aceptación de un producto plástico por parte del cliente. El color es a menudo una parte integral del esquema de identificación y marca de un producto y, en algunos casos, puede ser el factor determinante en la selección del producto por parte del usuario.
Dado que tanto valor depende de la consistencia y la calidad del color, es importante comprender el proceso de coloración en la máquina, los problemas típicos de coloración y sus soluciones, y el impacto de la coloración en el resultado final.
Los beneficios de colorear en la máquina
En comparación con el costo de comprar resina precoloreada o instalar un mezclador central de gran capacidad, la coloración en la máquina puede ofrecer importantes beneficios de costos, incluidos menores costos de inventario de materiales y una mayor flexibilidad del proceso.
Cómo funciona colorear en la máquina
La adición de color en la máquina generalmente implica un alimentador de color instalado en la base de la tolva de material en una máquina de procesamiento.
Después de la instalación y calibración, los alimentadores miden el colorante a través de un adaptador de garganta, donde se mezcla con la corriente principal de resina natural antes de la plastificación en el cilindro de la máquina.

3 problemas al colorear en la máquina
Hay tres áreas problemáticas básicas que ocurren al colorear en la máquina:
- Proporcionar la proporción adecuada de colorante y material virgen.
- Limpiar y cambiar de un color a otro.
- Calcular y entregar la proporción correcta de colorante a una mezcla virgen/remolida.
Echemos un vistazo a cada una de estas áreas problemáticas.
Ofrezca la proporción adecuada para colorear material virgen
En teoría, colorear es un proceso sencillo. Los fabricantes de colorantes (o masterbatch) proporcionan proporciones de mezcla recomendadas de colorante y resina para sus productos. Por ejemplo, se puede agregar un color particular en una proporción de 25:1, lo que equivale al 4 % de la mezcla total de materiales.
Lograr que esta proporción sea correcta exige tres cosas:
- Calibración para garantizar que su alimentador pueda entregar y proporcione la cantidad correcta de color
- Garantizar que su equipo de procesamiento funcione sin problemas
- Mantener las proporciones correctas durante todo el transcurso del trabajo.
La cantidad de colorante dosificada se puede controlar de dos maneras: por volumen o por peso.
Hasta hace relativamente poco tiempo, la mayoría de los alimentadores de color eran volumétricos. El colorante generalmente se alimenta mediante un tornillo sin fin, y la velocidad de alimentación se calcula en función del volumen de colorante entregado con cada vuelta del tornillo. La calibración se logra haciendo circular el alimentador a una velocidad particular, capturando y pesando una serie de muestras de alimento, luego comparando los pesos de las muestras para garantizar que el sinfín esté dispensando consistentemente.
La alimentación gravimétrica basada en el peso es un método más nuevo que ha sido el método de alimentación preferido para los mezcladores de polímeros durante más de 20 años. Sin embargo, hasta hace unos años, su coste era prohibitivo en los sencillos alimentadores utilizados habitualmente en las máquinas individuales de procesamiento de plásticos.
En lugar de depender de un sinfín de volumen fijo para entregar un peso constante, un alimentador gravimétrico utiliza una celda de carga. Esta celda registra continuamente la pérdida de peso de la tolva de colorante y ajusta la velocidad de alimentación en consecuencia.
Al comparar la configuración de entrega (es decir, gramos/seg) en el control con los cambios reales en el peso de la tolva durante el mismo período, los alimentadores gravimétricos pueden ser esencialmente autocalibrados y autorregulados.
La Tabla I muestra cómo la calibración automática puede ahorrar tiempo y dinero.
Tabla 1. La calibración automática ahorra tiempo y dinero |
|
| /día de calibración (20 minutos/cambio x 3 cambios) |
60 minutos |
| Días de producción/año (5 días/semana x 50 semanas/año) |
250 dias |
| Tiempo/año de calibración (60 minutos x 250 días) |
250 hrs |
| Tiempo de máquina facturable | $45/hr |
| Ahorros potenciales con la calibración automática (250 horas x $45/hr) |
$11,250/año |
Señales de problemas con el alimentador de color en la máquina
Entonces, ¿qué podría indicar que tiene un problema con un alimentador en la máquina?
- El producto tiene un color incorrecto o insuficiente.
- Los costos de mano de obra son más altos de lo planeado, generalmente debido a la calibración del alimentador o problemas de mantenimiento/cambio de trabajo.
- Los costos del colorante son más altos de lo calculado.
El primer paso en la resolución de problemas es comprobar y validar la velocidad de alimentación del colorante. ¿Es correcta la configuración de la tarifa?
Si es así, pero la coloración del producto es insuficiente, una tentadora “solución rápida” implicaría ajustar la tasa de adición de colorante hacia arriba, del 4% al 5%, por ejemplo. Si bien esto puede “resolver” el problema inmediato, podría enmascarar otros problemas, ya que la consistencia del colorante también se ve afectada por:
- Factores materiales:
- Tipo
- Densidad a Granel
- Geometría y flujo del pellet
- Comportamiento del comedero (tornillo, motores, control)
- Pequeños errores en la medición o calibración.
De ellas, la medición y la calibración son las causas más comunes de problemas. La calibración puede llevar tiempo: un alimentador volumétrico puede requerir la recolección y el pesaje individual de hasta 12 muestras para predecir el nivel adecuado de precisión.
Incluso entonces, pequeñas variaciones en cualquiera de varios factores (método de recolección, número de muestras, errores de redondeo, densidad aparente del colorante o mezcla maestra) pueden introducir errores adicionales en los cálculos de volumen a peso que predicen la entrega precisa del colorante en un dosificador volumétrico.
La Figura 2 ilustra la variabilidad inherente del alimentador volumétrico típico. Con variaciones tan amplias en la producción, los procesadores a menudo elevan el punto de ajuste para asegurarse de que siempre se entregue suficiente colorante.
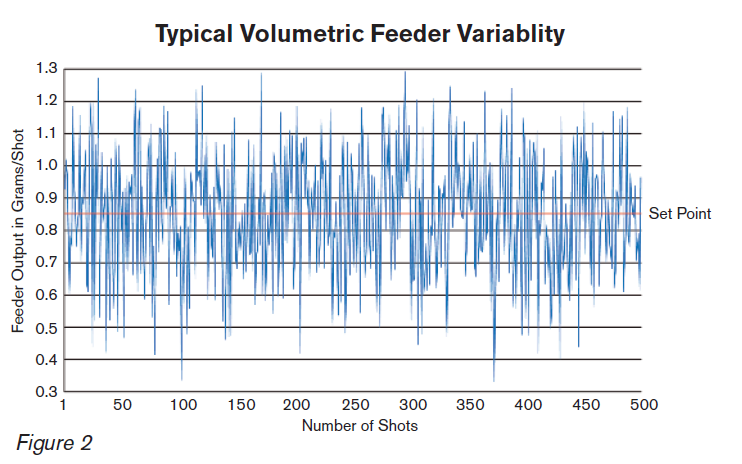
Sin embargo, esto puede resultar costoso, como se muestra en la Tabla 2:
Tabla 2. La coloración excesiva es costosa |
|
| Rendimiento de la máquina (Asumido) | 150 lb/hr |
| Porcentaje objetivo aditivo (Asumido) | 4% |
| Aditivo utilizado/hora (4% x 150 lb/hr) | 6 lb/hr |
| Costo Aditivo (Asumido) | $3 |
| Costo Aditivo /Hr ($3 x 6 lb/hr) | $18 |
| Horas Productivas/Año (3 turnos x 5 días x 50 semanas) | 6,000 |
| Costo Aditivo/Año (6,000 hrs x $18/hr) | $108,000 |
Costo de colorear demasiado |
% real dispensado |
Costo real/año |
| 10% Sobre el objetivo | 4.4% | $10,800 |
| 20% Sobre el objetivo | 4.8% | $21,600 |
| 30%Sobre el objetivo | 5.2% | $32,400 |
| 40% Sobre el objetivo | 5.6% | $43,200 |
| 50% obre el objetivo | 6.0% | $54,000 |
Tasas de entrega de colorante extremadamente altas o bajas también puede complicar el proceso de coloración. Incluso cuando los sinfines están calibrados correctamente, el volumen que entregan generalmente varía de un dispensado a otro según la velocidad de giro, el tamaño y la geometría del material y la vibración.
Si bien estas variaciones generalmente se promedian y no afectan la calidad en los trabajos de rutina, pueden ser muy difíciles de manejar sin las funciones continuas de automonitoreo y autocalibración de la tecnología gravimétrica. No sorprende que las pruebas muestren una alta variabilidad en la consistencia de la dosificación y el consumo de material por dosificación para alimentadores volumétricos.
El comportamiento de un alimentador de color también se ve afectado por su tecnología de medición. Un simple sinfín mantiene el flujo de colorante, pero puede dispensar más en la primera mitad de una rotación que en la última. Este comportamiento se conoce como pulsación o aumento. Si bien este comportamiento no afectaría la cantidad total de material dispensado durante largos períodos de tiempo, podría complicar el proceso de recolección de muestras y dificultar la calibración precisa.
Conair ofrece una tecnología de medición alternativa, el cilindro dispensador giratorio, que iguala el flujo de partículas de color a medida que salen del dispositivo. Como resultado, la dosificación se realiza en un flujo uniforme, sin sobretensiones.
La Figura 3 compara el flujo de un sinfín y un cilindro dispensador necesario para garantizar una tasa de dispensación mínima de 0,40 g/disparo. El sinfín sube colorante durante parte de su rotación y luego poco o nada durante el resto.
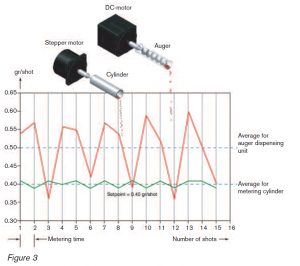
El cilindro dispensador suministra colorante de manera muy consistente, lo que hace que todo, desde la calibración del alimentador hasta la mezcla posterior y la fusión, sea más predecible y fácil de administrar. El punto de ajuste (gm/disparo) se puede establecer más bajo sin preocuparse innecesariamente por una coloración consistente. Un punto de ajuste más bajo reduce los costos de coloración y aumenta la rentabilidad.
Consideraciones para la limpieza de colorantes y el cambio de un color a otro
Además de los costos de colorante, equipo de alimentación y calidad, existen costos de mano de obra y materiales asociados con el cambio de un color a otro en una máquina. Por supuesto, será necesario purgar la máquina de moldeo por inyección o la extrusora, pero esta actividad es la misma independientemente del tipo de alimentador.
Pero el tiempo de inactividad de la máquina procesadora y los costos de mano de obra asociados con la limpieza y el cambio del alimentador pueden variar significativamente según el tipo de alimentador y pueden ser considerables.
Obviamente, su alimentador de color debe estar diseñado para facilitar la limpieza y los cambios de color.
Para simplificar la limpieza y reducir los costos de mano de obra y tiempo de inactividad, busque:
- Fácil desmontaje y montaje
- Fácil acceso a los componentes clave del alimentador, con un mínimo desmontaje
- Fácil eliminación del colorante sobrante o cambio de la tolva de colorante
Limpieza, configuración y calibración de alimentadores
¿Con qué frecuencia se cambian los colorantes u otros aditivos para cumplir con los requisitos laborales en su planta? ¿Cuánto tiempo dura cada limpieza? Si los cambios se requieren con frecuencia, los minutos pueden acumularse rápidamente.
Pero los ahorros también pueden sumar. Gracias a los continuos avances en diseño, los últimos alimentadores gravimétricos TrueFeed de Conair se pueden desmontar y limpiar en tan solo un minuto.
Una vez que se limpia un alimentador de color, ¿cuánto tiempo lleva configurarlo y calibrarlo? ¿Cuántos ajustes se necesitan antes de que las dosificaciones de color sean consistentes? ¿Con qué frecuencia es necesaria la recalibración?
Un alimentador controlado por microprocesador permite configuraciones más rápidas, utilizando registros de trabajos o colores almacenados, y proporciona actualizaciones continuas del proceso.
¿Qué tan rápido se puede hacer esto? Esto depende del tipo de alimentador. Suponiendo que las entradas de información de proceso, tasa y material requieren el mismo tiempo, ¿cuánto tiempo se necesita para la calibración del alimentador antes o durante el trabajo?
Si bien la respuesta varía para los alimentadores volumétricos, la respuesta para los alimentadores gravimétricos TrueFeed es sencilla: prácticamente se elimina el tiempo de calibración.
Cómo calcular y entregar la proporción correcta de colorante a una mezcla virgen/remolida
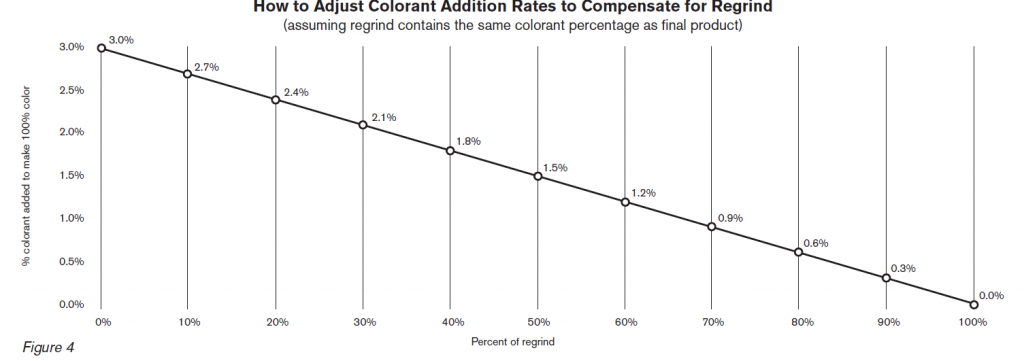
El gráfico (Figura 4) se puede utilizar para determinar cuánto colorante se necesitará para colorear el material virgen (natural) con el que se mezcla el triturado.
Si utiliza un 10 % de material triturado, por ejemplo, solo necesitará el 90 % del color que habría necesitado si estuviera utilizando resina 100 % natural. Y, como se muestra en el gráfico, si normalmente agregaría un 3 % de colorante a una resina 100 % natural, solo necesitará un 2,7 % de colorante cuando utilice una mezcla de material 10 % triturado y 90 % natural.
Se pueden proporcionar dos alimentadores gravimétricos tanto para el triturado como para el color y con controles conectados entre sí para lograr este objetivo automáticamente.
La importancia de la precisión del equipo de alimentación
Aunque colorear en la máquina debería ser un proceso relativamente simple y eficiente, hay varias cosas que pueden salir mal. Suponiendo que se utilicen materiales de calidad y que la proporción de colorante y resina sea correcta, la mayoría de los problemas de coloración tienen más que ver con la calidad inherente y la precisión del equipo de alimentación.
Alimentadores volumétricos continuar ofreciendo costos de adquisición más bajos y funcionando bien en muchas aplicaciones de alimentación de aditivos y colorantes. Sin embargo, pueden requerir una cantidad significativa de tiempo de mano de obra para su configuración, calibración y recalibración. También tienden a costar más en términos de colorantes y materiales aditivos porque sus velocidades de dosificación no son tan precisas y los procesadores tienden a compensar con sobrealimentación.
Alimentadores gravimétricos son cada vez más competitivos en precio. Sus capacidades de autocalibración y autorregulación ahorran tiempo de configuración y prácticamente eliminan la calibración y los errores y problemas de calidad relacionados con la calibración. Por lo general, brindan un mayor nivel de previsibilidad y operan con costos de colorantes y aditivos consistentemente más bajos debido a su precisión de dosificación.
